Polyester went from being the world’s most hated fabrics to one of its favorites. It’s so successful that many people don’t even realize they’re wearing polyester today.
Fifty years ago, polyester seemed like a wonder fabric. It freed women from their ironing boards, and they poured into the workforce, feeling liberated in their double-knit pantsuits. Polyester held bright colors better than old-fashioned materials, making it ideal for psychedelic prints, disco attire, and sports teams clashing on color television. It was inexpensive, and it didn’t wear out. People loved polyester.

Until they didn’t. A decade later, polyester was the faux pas fiber. It pilled and snagged. It didn’t breathe. It stank from sweat. And it represented bad taste. ‘It became associated with people of low socioeconomic status who didn’t have any style’, an advertising executive told the Wall Street Journal in 1982.
Subscribe for $100 to receive six beautiful issues per year.
That year, prices fell by more than 10 percent, as polyester fiber consumption dropped to its lowest level since 1974. Profits plummeted. Plants closed. Industry polls showed a quarter of Americans wouldn’t touch the stuff – with resistance fiercest among the young, the affluent, and the fashion-conscious. For polyester makers, the miracle threatened to become a disaster.
The industry tried to turn things around with marketing efforts. In the U.S., fiber makers pooled $1 million for a pro-polyester ad campaign – even as individual companies hid the p word behind brand names like Dacron, Fortrel, and Trevira. When publicists pitched stories to papers like the Journal, the resulting articles inevitably included as many humorous gibes as designer names endorsing the synthetic’s value. Reporters always balanced the positives with quotes from haters. ‘We don’t use anything that isn’t natural’, a Ralph Lauren spokeswoman sniffed to the Associated Press. Marketing didn’t redeem polyester.
But something did.
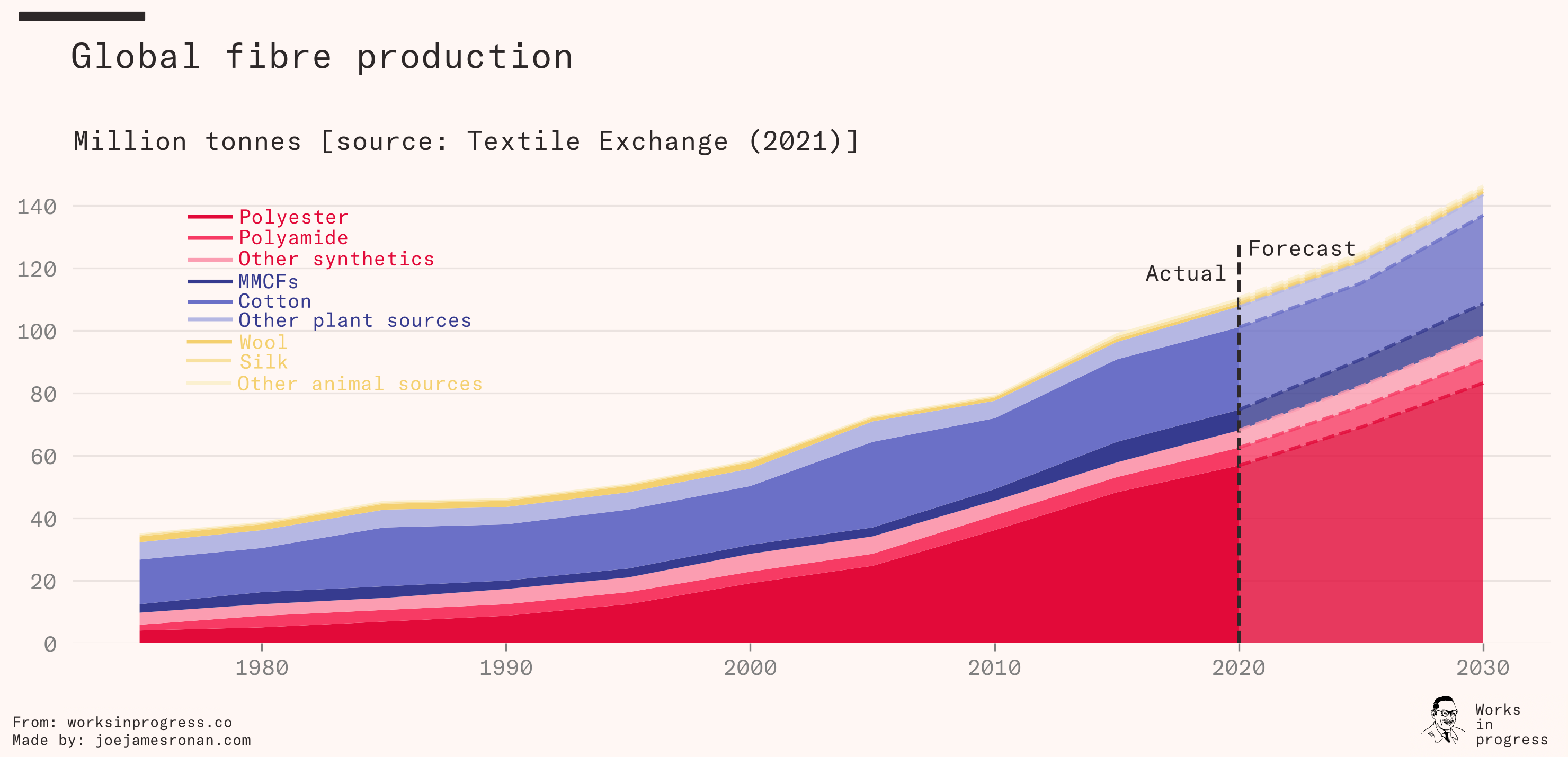
Four decades later, polyester rules the textile world. It accounts for more than half of global fiber consumption, about twice that of second-place cotton. Output stands at nearly 58 million tons a year, more than 10 times what it was in the early ’80s. And nobody complains about polyester’s look and feel. If there’s a problem today, it’s that people like polyester too much. It’s everywhere, even at the bottom of the ocean.
By 1982 an innovation revolution was already underway that would change how consumers thought about polyester and how companies produced it. But neither journalists nor marketers noticed. They were still imagining synthetic fibers the old-fashioned way: as something chemists cooked up and marketers found a use for. That model wasn’t much different from the way wool or cotton had worked. The fiber existed and people figured out things to do with it. The technical challenges were equally ancient. How do you lower costs and speed up production? How do you keep fabrics colorful, clean, and in good repair? You pleased consumers by holding down prices, minimizing domestic labor, and staying abreast of fashion.
The new model turned the questions around. It started with a problem and asked textile makers to solve it. The problem wouldn’t be about the cloth but about the wearer’s body. The fabric had to be more than color-fast, clean, or cheap. It had to keep the user cool or warm or dry, undistracted by physical discomfort and the energy toll of weight. The imagined customer wasn’t a housewife tired of laundry or a fashionista looking for the next big thing. It was a skier, a jogger, or a basketball player. Polyester triumphed by becoming a performance textile. ‘It moved from being disco to sporty’, says Amanda Briggs, a designer and trend consultant who spent three decades at Nike. By answering the demands of outdoor enthusiasts and athletes, polyester developed attributes that pleased just about everyone.
Once again, the fiber rode cultural trends. By the 1980s, large numbers of baby boomers had started running, working out in gyms, climbing mountains, and hiking rugged trails. ‘Polyester gained acceptance because of its ideal application to performance textiles, when people were beginning to recognize that, if you’re going to climb a mountain, you don’t wear a wool jacket. Or if you’re going to run a marathon, you don’t wear a cotton T-shirt’, says David Parkes, whose New Jersey company, Concept III, sources materials for the outdoor industry.
As Parkes tells the story, the polyester revolution started with a failure. Around 1981, he was working in product development for a Massachusetts company called Malden Mills, which was big in the faux-fur business. It also made cushy baby bunting and sweatshirt fleece. Malden created its pile textiles by first knitting a fabric with loops like those on a terry-cloth towel. It then brushed the surface to break the loops, making the material fuzzy – a process called napping.
Foreseeing a fashion trend, Parkes asked the production team to apply the same process to make an imitation mohair-alpaca for women’s coats. After some experiments, they came up with a polyester fabric that had the right look but wasn’t quite good enough to bring to market. Malden Mills moved on to other products.
Within a few years, the failed experiment would evolve into a company- and industry-defining hit.
How exactly that happened depends on who you ask. Memories fade over 40 years and everyone, whether company or individual, is the hero of their own story. But Mary Ellen Smith’s name comes up repeatedly in other people’s accounts of polyester’s evolution. ‘She’s a treasure’, says one industry veteran. Smith joined the fledgling outdoor-apparel maker Patagonia around 1983. She set up its textile-testing lab, then established a materials research program. Unusual at the time for an apparel maker, the in-house departments heralded the new approach to textile innovation.
Smith remembers things this way: Patagonia founder Yvon Chouinard issued his first materials challenge to Smith by handing her a piece of ‘ugly, ugly’ brown fabric. The hideous cloth was what’s known as a sliver knit, in which untwisted fibers are pulled up through a knitted base. Sliver knits are warm but they shed like crazy, dripping what Patagonia employees irreverently dubbed ‘snot balls’. In this case, someone had brushed both sides of the fabric so that the fibers stood upright, enhancing the material’s heat-holding abilities but also its tendency to shed. Smith’s assignment was to find a manufacturer to make something similar.
She traveled from California to Malden Mills and told them what she was looking for. ‘This is what we want’, she recalls saying as she took out the sample. ‘But it can’t pill and it needs to be a denser construction’ to block the wind. After several iterations, the mill came through with a warm, lightweight double-velour fleece. Unbeknownst to Smith, it was derived from the failed fake alpaca. Made from polyester, the new material could keep mountaineers warm for long periods, and it dried quickly. Unlike wool or cotton, polyester resists rather than absorbs water. The fabric was also soft to the touch and easy to dye bright colors. ‘That was what I loved about materials research,’ says Smith. ‘You blend science and aesthetics together’.
Naming the fleece Synchilla, Patagonia enjoyed an exclusive license for the first two years. After that, Malden Mills sold the material to others in the outdoor apparel industry, branding it PolarFleece, a term that eventually became generic. It was amazing stuff – incredibly light and warm, with a great feel and a reasonable price. Fleece was soon everywhere. It made Patagonia’s name and popularized performance apparel beyond hardcore enthusiasts, largely replacing wool for winter wear. ‘Polyester really did emerge with polar fleece’, says Parkes. Around the same time, cheaper, more compact insulation made from crimped polyester was supplanting the duck and goose down that absorbed water and made coat wearers look like the Michelin Man.
But it took more than outerwear to make polyester ubiquitous, let alone admired. Its real triumph began when the fiber conquered the critical territory next to the skin. To do that, polyester had to adapt.
A polyester textile is the same PET material (polyethylene terephthalate) as a plastic soda bottle, only extruded into a filament rather than molded into a container. Like the bottle, the fiber repels water. It’s hydrophobic. That’s a nice quality in a fleece jacket but a sweat-trapping horror against the skin. To reach its performance potential, polyester needed not simply to keep out moisture but to move it.
‘The body is really fussy. It doesn’t like hot, humid conditions right at skin level. Move that humidity a millimeter away and it’s a whole different ballgame’, explains Randy Harward, who spent more than 40 years developing products and materials in the outdoor apparel industry. Once off the skin, moisture becomes a valuable buffer against wind and chill. In hot weather, it can evaporate and keep you cool. The trick is getting it to that sweet spot.
In the early 1980s, hikers, campers, and mountaineers had two main options for what the outdoor industry calls base layers. They could wear cotton (or sometimes silk) garments with a waffle-knit construction that lifted the fabric away from the skin, ameliorating the discomfort when they got soggy. Or they could buy synthetic underwear made of polypropylene, which was quick to dry – essential in cold environments – but absorbed oil and body odors. After a long expedition, polypropylene garments were disgusting. And they tended to melt in the dryer.
For Patagonia, Smith wanted a polyester alternative. To find it, she went to South Carolina, presenting the problem to scientists at Milliken & Co., a textile firm renowned for its research lab. She said she was looking for a version of polyester that would ‘move moisture but absorb nothing’. Researchers spent months attacking the problem, eventually developing a chemical treatment that made moisture move along the fiber’s surface.
With that technology in hand, Patagonia developed a line of base layers that Smith dubbed Capilene to suggest capillary action. In fall 1985, the same season Synchilla hit the market, Capilene completely replaced the company’s polypropylene underwear. ‘Those two innovations – base layer and fleece – completely changed the world’s opinion of polyester, not just the outdoor industry’, says Harward. ‘It became seen as the high-end performance comfort fiber. Over time, polyester’s success as a performance fiber allowed it to reclaim its fashion luster.
‘People began saying, “Oh, we can apply that to Haggar slacks and to shirts and athletic wear”’, he says. Performance-driven innovations made polyester better for everyday wear: softer, more comfortable, more durable, less likely to hold odor, and less obviously synthetic.
In 1986, DuPont, the original maker of polyester in the U.S., introduced its own moisture-wicking fiber, employing a strategy that would become increasingly important over the coming decades. It changed the shape of the filament. Instead of pushing viscous polyester through round holes to extrude cylindrical strands, it used cross-shaped holes to create filaments with channels. It called the resulting fiber Coolmax, promoting it for athletic attire.
From then on, ‘the world understood that, working on the shape of the filaments, it’s possible to achieve very high performance’, says Giovanni Pingani, owner of VB Soluzioni & Tecnologie, a textile-machinery maker near Milan. “You can make the fiber with three lobes, with five lobes, with eight lobes, with a hole inside each filament. Each of these fibers can allow to make the fabric lighter, or to allow the sweat to move away.” His company creates the specialized spinnerets that give the filament its shape. Polyester cross-sections can look like stars or kidneys. They can mimic the ruffles of lotus leaves or flatten into ribbons. The malleable material can adopt just about any shape.
It can also get very, very thin. Textile fibers, including polyester filaments, are measured in denier (pronounced den-e-er in the U.K. and den-yer in the U.S.). The higher the denier, the coarser the fiber. Silk comes in around 1 denier per filament (about 10 microns, or a hundredth of a millimeter), while human hair is at least 20. The standard polyester used in early performance fabrics like polar fleece was a 2 or 3.
But back in 1970, Miyoshi Okamoto, a scientist at Toray Industries in Japan, invented a way to produce polyester fibers that were finer than silk. Toray introduced the new microfibres in a smooth, luxurious fabric called Ultrasuede, which designer Halston made famous in a 1972 shirtwaist dress. Lighter than regular suede, it draped nicely and was machine washable. After its early fashion fame, Ultrasuede became a mainstay of upholstery and auto interiors. Toray popularized the term ‘microfibre’ among consumers when it introduced a cleaning cloth in 1987. Most people who bought it had no idea that the high-tech fibers were good old polyester.
The trick to making microfibres is a process known as ‘islands-in-the-sea’. Polyester and another polymer with a different viscosity go through the spinneret together. The polyester is carefully metered out so that it forms many separate strands – the islands – surrounded by the other polymer, the sea. Together they make up a single extruded filament, typically about one to three denier. ‘So each island can be very, very tiny’, says Arnold Wilkie, president of Hills, Inc., a Florida company that specializes in making the equipment. The sea is dissolved away, leaving the polyester microfibers. Although it started with pretty nasty solvents, the process now uses polymers designed to be washed away with benign chemicals, in some cases water, and then reused.
To create the spin packs that channel the polymers into place, Hills uses photochemical etching similar to making printed circuit boards. For technical applications like filters, its machines can make fibers smaller than a half micron. ‘We’ve made them with thousands of islands’, says Wilkie. But textiles aren’t as demanding. For fabrics, machines can turn out islands in the sea at about the same rate as pure polyester. ‘So we can make these fancy fibers and they’re relatively inexpensive – not commodity yet, but relatively inexpensive’, says Wilkie.
Whether silk, cashmere, or polyester, fine fibers make cloth soft and supple. Combined with polyester’s hydrophobic properties, the greater surface area created by microfibres helps keep the area above the skin a comfortable temperature. In cold weather, microfibres trap warm air from the body. One of their early uses was in a down substitute called Thinsulate, which 3M introduced in 1978. Microfibres can also be packed into a tighter knit to block wind. When it’s hot, on the other hand, they channel sweat and encourage evaporative cooling.
In 1989, Nike decided to get serious about apparel, replacing logo-plastered generic shirts and hoodies with apparel designed to let athletes perform without worrying about their clothes. ‘We talked a lot about zero distractions’, says John Notar, who headed the company’s apparel design and development. Materials, he believed, would be critical. So Nike set out to recruit Mary Ellen Smith. ‘We really had to convince her that Nike Apparel was serious about innovation’, he recalls. ‘She did not buy it’. With a lot of persuasion and a salary offer of twice what she was making at Patagonia, Nike finally lured her to Oregon.
Smith advised her new colleagues not to rely on DuPont’s popular performance fabrics but to try for something more effective and original. The key innovation turned out to be a knitted structure called differential denier, which used two sizes of polyester fiber. The larger fibers stayed next to the skin, where they pushed sweat outward. Then microfibres picked up the moisture, distributing it along their greater surface area so it quickly evaporated. Nike named the new apparel line F.I.T., for ‘Functional Innovative Technology’, emphasizing its performance aspirations.
Debuting in 1991, it quickly took off. Although the line included several specialized versions, the basic sweat-wicking apparel called Dri-Fit – Nike eventually dropped the periods – accounted for 80 percent of sales. It displaced cotton in hot weather sports like golf and tennis.
‘I’ll never forget seeing tennis star Andre Agassi rocking a royal blue long-sleeve zip polo at the US Open during a night match’, writes Drew Hammell, a New Jersey–based athletic-wear enthusiast. ‘I couldn’t believe it – it was 80 degrees and he was wearing long-sleeves? What was he thinking? But that was the point. Dri-F.I.T. fabric was moisture-wicking, unlike your standard cotton tee shirts. It worked so well, you could stay cool like Andre on a hot, humid night in New York. I was hooked’.
For fans like Hammell who grew up with performance fabrics in the 1990s, athletic wear was cool everyday fashion. It was comfortable and your heroes wore it. You might not even know it was made of polyester and, if you did, you didn’t mind. The synthetic regained the public’s affection. Once mammoth Chinese factories started churning out the stuff in the 2000s, pushing prices way down, polyester spread everywhere. In 2002, it surpassed cotton in global sales.
Of course, saying anything positive about polyester immediately triggers pushback. For many people, including many whose closets are full of polyester garments, the polymer is the worst form of planetary pollution since oil spills. Some of that attitude is cultural snobbery, a marker of class allegiance not that different from Ralph Lauren eschewing synthetics in the early ’80s. But other environmental concerns are practical problems like keeping microplastic particles out of marine life and reducing greenhouse gas emissions. Outdoor enthusiasts in particular want to know that their purchases aren’t hurting the planet, and brands have to heed their customers.
In response, polyester innovators are working to solve the old performance problems with a new constraint: keeping environmental impacts to a minimum. About 15 percent of polyester fiber now comes from recycled rather than virgin material, and the proportion is rising. Reusing polyester reduces greenhouse emissions and makes the textile less dependent on new petroleum production.
Many who work with polyester see it as a potential resource, almost infinitely recyclable. They cringe at the thought of potentially valuable material going down the drain or into the landfill. To trap fibers coming off in the wash, inventors are working on laundry filtration systems, ideally made of PET and recyclable along with the polyester they catch.
But today most recycled polyester currently comes from bottles, not textiles, because PET containers are far easier to collect and the material doesn’t have other substances mixed in. A 100 percent polyester shirt can be chopped up, melted, and turned into new fibers. For a cotton-poly blend, recycling is cumbersome and likely not economical.
‘And if there is spandex inside forget it’, says Pingani, whose company’s wares include systems for recycling polyester. Spandex, or elastane, ‘is the enemy for the recycling’. But customers love the stuff. If you want to keep polyester out of the landfill, you have to find ways to make 100 percent polyester clothing stretch and pop back into shape the way it does with a bit of spandex. Researchers are working on the problem. The worst possible approach is to ban or penalize 100 percent polyester in favor of blends.
On the microplastic front, the good news is that by its nature, polyester doesn’t shed much. It comes out of the spinneret as a continuous filament that’s hard to break. But it’s often chopped up and spun like (and often with) cotton, destroying that advantage. Eco-conscious designers are turning to yarn made from continuous filaments and reworking fabric structures to prevent shedding.
Some apparel brands are doing away with microfibres altogether. ‘There’s a zillion ways to make polyester soft’, maintains Harward. ‘And the cheap, easy way of doing it is with microfiber’. He hates the stuff and demands that designers working for him find alternative solutions. The constraint, he believes, leads to new constructions that perform better. ‘Constraints are great. Really they are’, he says. Polyester’s environmental challenges are solvable, he believes. They just require creativity and effort.
Despite its detractors, polyester is unlikely to disappear, barring a major technological breakthrough like commercially viable protein polymers from bioengineered yeast. It’s simply too valuable. ‘There is no other fiber that has the same flexibility, the same potential, today in the market’, says Pingani. ‘You can do everything with polyester. You can imitate any other kind of fiber or filament’.
Polyester makes it possible to clothe a world population of nearly 8 billion people at a much lower toll on land and water than cotton or wool would exact. And it’s practically free – an important factor in places like India, where the per capita income is less than $2,000 a year. ‘We have also to remember’, says Pingani, ‘that sustainability means that we should allow the poor people to get to buy a shirt without spending a fortune’.
We aren’t going back to a world without polyester. The challenge is to find the best ways to go forward.